
Ленточные пилы по металлу WITTMAN - KOMET (Германия)
КРАТКОЕ ОПИСАНИЕ МАРОК РЕЖУЩЕГО МАТЕРИАЛА
| M42 — быстрорежущая сталь с содержанием кобальта 8% и твердостью 66-69 HRc, позволяет разрезать сталь твердостью до 45 HRc, включая сплавы на основе никеля и титана. Структура стали состоит из термоустойчивого мартенсита с включенными в него высокопрочными карбидами. | MPM — порошковая быстрорежущая сталь предназначенная для обработки тяжелообрабатываемых материалов. Метод порошковой металлургии позволяет вводить в сталь большее количество легирующих элементов, при этом не происходит снижение прочности. Инструмент из порошковой быстрорежущей стали получается износостойким и прочным, который уверенно справляется с нагрузкой при прерывистом резании. В таких условиях твердосплавный инструмент достаточно быстро выкрашивается. |
| Наименование | Применяемость |
|---|---|
| KOMET M42-SPEZ ALU |
|
| KOMET M42-SPEZ V /SUP V |
|
| KOMET PREMIUM M42 16 SUP VARIO |
|
| KOMET PREMIUM M42 BIGDIM SC/LS |
|
| KOMET PREMIUM M42 HIGHPERFOMANCE |
|
| KOMET PREMIUM M42 SUP VARIO |
|
| KOMET PREMIUM M42 VARIO |
|
| KOMET PREMIUM M42-CONSTRUCTION |
|
| KOMET PREMIUM MPM BIGDIM SC/LS |
|
| KOMET PREMIUM MPM HIGHPERFOMANCE - МАКСИМАЛЬНО ИЗНОСОСТОЙКАЯ ПИЛА |
|
| KOMET PREMIUM MPM M42 VARIO |
|
ВЫБОР ЛЕНТОЧНОЙ ПИЛЫ И ПОДБОР ШАГА ЗУБА
Для современных ленточнопильных технологий обработки металлов рынок предлагает сегодня ленточные пилы из углеродистых сталей и биметаллические — с пружинной основой и зубьями из быстрорежущей стали или твердого сплава. Многообразие конструктивных параметров ленточных пил в сочетании с применением оптимальных режимов резания позволяет обеспечить высокую производительность и снизить себестоимость технологического процесса обработки на ленточнопильных станках по сравнению с другими способами разделительной резки заготовок.
Длина ленточной пилы
Размер ленточной пилы зависит от модели ленточнопильного станка.
Ширина ленточной пилы
Ширина и толщина ленточной пилы для каждой модели оборудования задается заводом изготовителем. Чем шире полотно, тем меньше вибраций возникает в процессе резания.
Режущий материал
Режущий материал является основным параметром в выборе ленточных пил. Для того чтобы качество подобрать ленточную пилу, в первую очередь необходимо знать марку обрабатываемого материала, и только после необходимо знать размер заготовки (подбор шага зуба.)
Шаг зуба
Выбор величины шага зуба — длина реза, от которой зависит количество одновременно работающих зубьев.
В ниже указанной таблице указаны границы длины реза для определения шага зуба.
ДЛЯ РЕЗАНИЯ ПОЛНОТЕЛЫХ ЗАГОТОВОК 
| Постоянный шаг | Переменный шаг | ||
|---|---|---|---|
| Диаметр, мм | Зубьев на дюйм | Диаметр, мм | Зубьев на дюйм |
| до 10 | 14 | до 25 | 10/14 |
| 10 - 30 | 10 | 15 - 40 | 8/12 |
| 30 - 50 | 8 | 25 - 50 | 6/10 |
| 50 - 80 | 6 | 35 - 70 | 5/8 |
| 80 - 120 | 4 | 40 - 90 | 5/6 |
| 120 - 200 | 3 | 50 - 120 | 4/6 |
| 200 - 400 | 2 | 80 - 150 | 3/4 |
| 300 - 700 | 1,25 | 130 - 350 | 2/3 |
| > 600 | 0,75 | 150 - 450 | 1,5/2 |
| 200 - 600 | 1,1/1,6 | ||
| > 500 | 0,75/1,25 | ||
ДЛЯ РЕЗАНИЯ ЗАГОТОВОК ПРОФИЛЬНОГО СЕЧЕНИЯ 
| Стенка, мм | Наружный диаметр, мм | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | 500 | |
| 2 | 14 | 14 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 8/12 | 6/10 |
| 3 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 |
| 4 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 |
| 5 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 |
| 6 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 8 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 3/4 | 3/4 | |
| 12 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |
| 15 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 2/3 | 2/3 | |
| 20 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||
| 30 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | |||
| 50 | 2/3 | 2/3 | 2/3 | 2/3 | ||||||
|
* При распиловке труб, лежащих рядом, использовать значения с удвоенной толщиной стенки. |
||||||||||
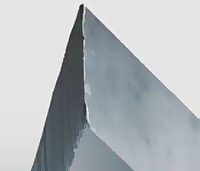
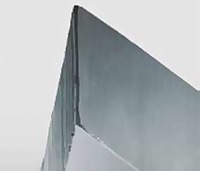
ОБКАТКА ЛЕНТОЧНЫХ ПИЛ
Правильная обкатка гарантирует долгий срок службы пилы
 |
 |
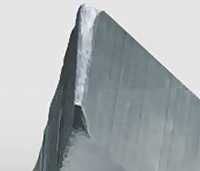 |
| У новой пилы зубья имеют очень острую режущую кромку | При правильной обкатке пилы режущая кромка приобретает оптимальное закругление | Чрезмерная нагрузка на новую пилу приводит к образованию микросколов |
Острая режущая кромка зуба с минимальным радиусом закругления является неотъемлемой частью высокой режущей способности инструмента. Чтобы достичь оптимальной стойкости, необходимо обкатать ленточную пилу.
Величина подачи при обкатке новой пилы должна соответствовать 50%, т.е. ровно половину от рекомендуемой для разрезаемого материала. Это позволит избежать микросколов из-за образования слишком толстой стружки. Работу новой пилы могут сопровождать вибрация и резкие звуки. В этом случае достаточно немного снизить скорость резания. При резке заготовок небольшого сечения в режиме обкатки разрезать примерно 300см2 материала. При обработке заготовок большого сплошного сечения рекомендуется производить обкатку в течении 15 мин. После обкатки следует медленно увеличивать подачу до рекомендуемой величины.